广东恒辉隆机械有限公司 涂布复合机|分切机|自动化集成|
18566021449

2025-02-11 07:16:23
异地加减速功能通常通过远程控制系统实现,该系统由遥控装置、控制器、执行机构(如电机)和电源等组成。操作员通过遥控器或远程终端发送指令信号,这些信号经过传输后由控制器接收并解码,**终转换为对执行机构的控制信号。操作员在遥控器或远程终端上输入加减速指令,这些指令可以是数字信号、模拟信号或网络信号。指令信号通过有线或无线方式传输到控制器。有线传输通常使用电缆或光缆,而无线传输则可能使用无线电波、红外线等。放卷张力由计算机集中全自动管理。西安高速分切机二手价格

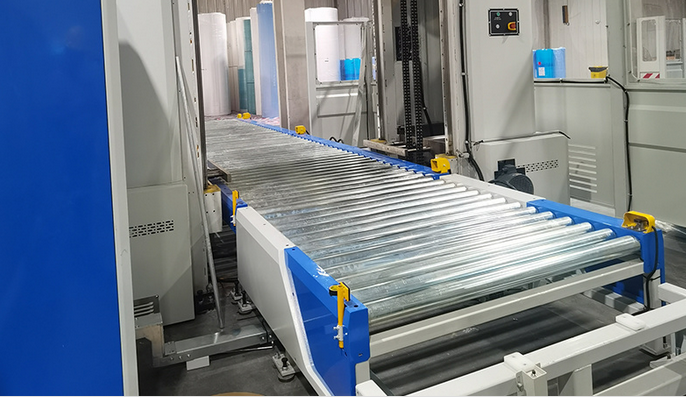
无轴气顶式放卷机构是一种具有广泛应用前景和***优点的放卷方式,在分切机中,无轴气顶式放卷机构能够适应不同宽度的材料分切需求,提高分切效率和准确性,优点:无需轴心:无轴气顶式放卷机构无需使用轴心,从而避免了传统轴式放卷机构中轴心磨损、更换等问题,降低了维护成本。适应性强:该机构能够适应不同宽度和厚度的材料,具有***的适用性。操作简便:通过气压原理实现放卷操作,无需复杂的人工操作,降低了劳动强度。自动化程度高:可以与自动化生产线配合使用,提高生产效率。西安高速分切机二手价格光电自动行进纠偏系统。

放卷张力由**计算机集中全自动控制是现代工业自动化中的一个重要应用。**计算机(Central Computer)在工业自动化系统中扮演着**角色。它负责数据处理、存储和传输,是整个系统的“大脑”。通过集中控制,**计算机能够实现对各个生产环节的精确管理,包括放卷张力的控制。全自动控制系统是指在没有人工直接参与的情况下,利用外加的设备或装置(控制器)使机器、设备或生产过程(被控对象)的某个工作状态或参数(被控制量)自动地按照预定的规律运行。在放卷张力的控制中,全自动控制系统通过传感器实时监测卷材的张力变化,并将这些信息反馈给**计算机。**计算机根据预设的算法和模型,计算出所需的张力调整量,并通过执行机构(如电机、液压缸等)对放卷张力进行实时调整。
在加热控制系统中,计时器通常与控制器、温度传感器和加热元件等部件协同工作。以下是一个典型的加热控制系统的工作流程:系统启动:用户启动加热控制系统,并设定所需的加热时间和温度。温度监测:温度传感器实时监测加热元件的温度,并将温度信号传递给控制器。时间记录与控制:计时器开始计时,并实时记录加热过程的时间变化。当达到设定时间时,计时器发出信号通知控制器停止加热。加热元件控制:控制器根据温度信号和时间信号,控制加热元件的功率或开关状态,以实现精确的加热控制。分切过程中张力稳定的重要性。

将PLC系统与触摸屏、变频器、传感器等设备进行集成。以便进行系统调试和测试,确保各设备之间的通信和协调正常。根据实际需求进行参数调整和优化。分切机采用西门子系列PLC集中系统,可以实现对分切过程的精确控制和高效管理。通过PLC对张力、速度等关键参数进行精确控制,可以确保分切过程中张力的稳定性和生产效率的提高。同时,PLC集中系统还具有易于扩展与维护、强大的通信能力等优势,为分切机的智能化和自动化提供了有力支持。材料卷径自动演算原理与优势。许昌高速分切机平均价格
设备自动化程度高能自主完成复杂的工作。西安高速分切机二手价格
通过PLC对张力传感器进行数据采集和处理,实现对分切过程中张力的精确控制。可以设定张力目标值,并根据实际张力进行动态调整,确保分切过程中张力的稳定性。PLC可以根据生产需求对分切机的速度进行精确控制。在加减速过程中,PLC可以实时调整速度曲线,确保张力的稳定和生产效率的提高。PLC集中系统能够实时监测设备的运行状态,及时发现并诊断故障。当出现故障时,PLC能够自动触发报警机制,通知操作人员进行处理。PLC集中系统可以记录分切过程中的关键数据,如张力、速度、时间等。这些数据可以用于后续的分析和优化,提高生产效率和产品质量。西安高速分切机二手价格